- +95 9 403006688, +95 9 685666888
- info@kmn-galvanise.com
KMN Galvanizing Factory is equipped with large capacity galvanizing zinc kettle with furnace and Surface Preparation Line.
Dimension
Length → 13 m
Width → 2 m
Depth → 3 m
Thickness : 60 mm
Material : Low silicon, phosphorous and carbon to limit the interaction between Zinc & Iron for lowering the wearing rate of the kettle wall.



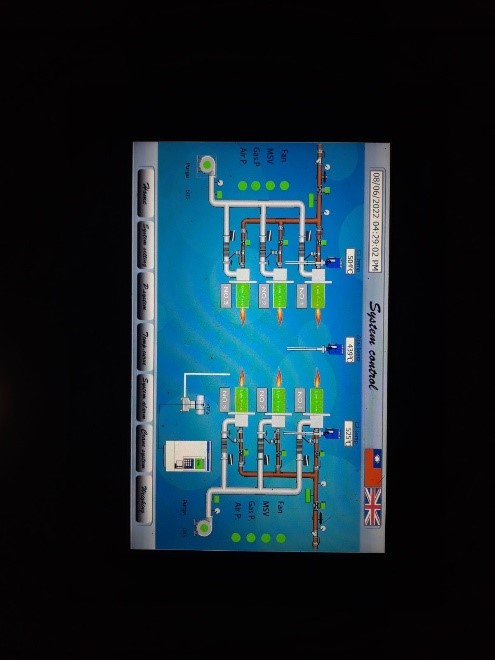
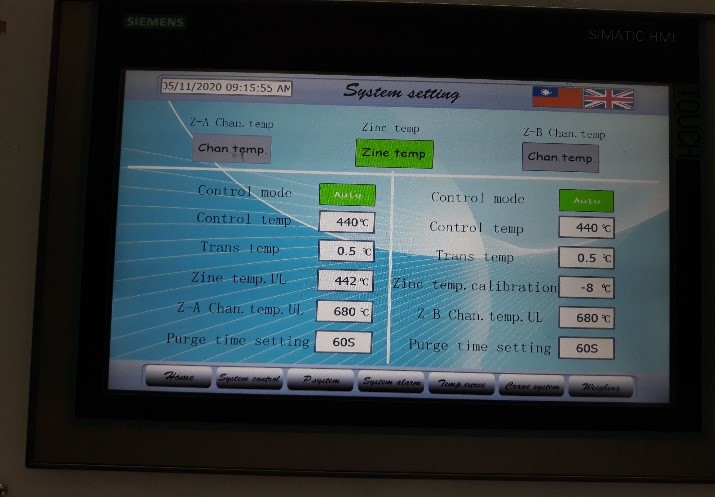
Control mode – Zone A & B High/Low fire auto control
Automatic temperature control – PLC accurate temperature control system
High velocity pulse firing burners
Touch screen control system – Human Machine Interface (HMI), humanized and intelligent design, easy to operate
Remote monitoring system
Fuel – Liquefied Petroleum Gas (LPG)
Furnace Temperature - 650°C
Load → 2 Ton x 08 Sets
Lifting Speed → 0.1-30 m/min (8 stage lifting speed)
Travelling Speed → 30-40 m/min
Control System : SIEMENS PLC & YASAKAWA frequency converter to operate individually or synchronously. The system is controlled by logical programs.



Load → 3 Ton x 06 Sets
Lifting Speed → Single speed lifting
Travelling Speed → 40 m/min
Control System : Wireless Remote Control.
Load → 2 x 5T hand-held control to mobilize materials


Load → 2 x 5T hand-held control to mobilize materials
Dimension
Length → 14 m
Width → 2.5 m
Depth → 3 m
Temrerature : 60 ~ 80°C
Heating System: By waste heat exchanger
Qty: 1 Tank


Dimension
Length → 14 m
Width → 2.5 m
Depth → 3 m
Qty: 5 Tanks
Dimension
Length → 14 m
Width → 2.5 m
Depth → 3 m
Qty: 3 Tanks


Dimension
Length → 14 m
Width → 2.5 m
Depth → 3 m
Temrerature: 60 ~ 80°C
Heating System: By waste heat exchanger
Qty: 1 Tank
Dimension
Length → 14 m
Width → 2.5 m
Depth → 3 m
Qty: 1 Tank



Dimension
Length → 14 m
Width → 2.5 m
Depth → 3 m
Using CHROMIUM free PASSIVATOR for preventing white rust formation.
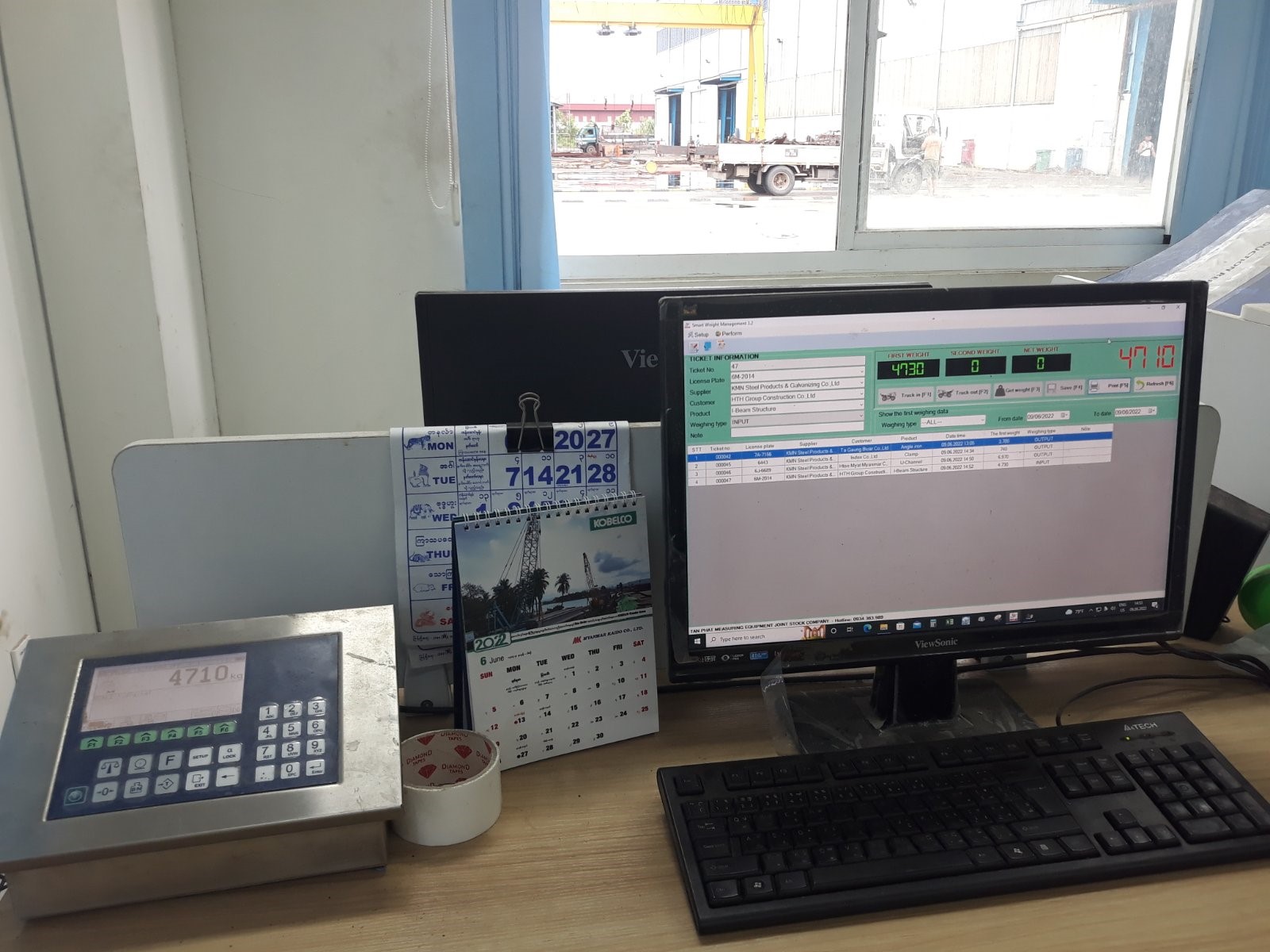
Max Load 60 Tons with load cell. The monitor Screen and computer are connected and installed in the office.


KHIN MAUNG NYUNT STEEL PRODUCTS & GALVANIZING Co., Ltd is providing the quality control system to meet with ISO 9001:2015
Compliances:
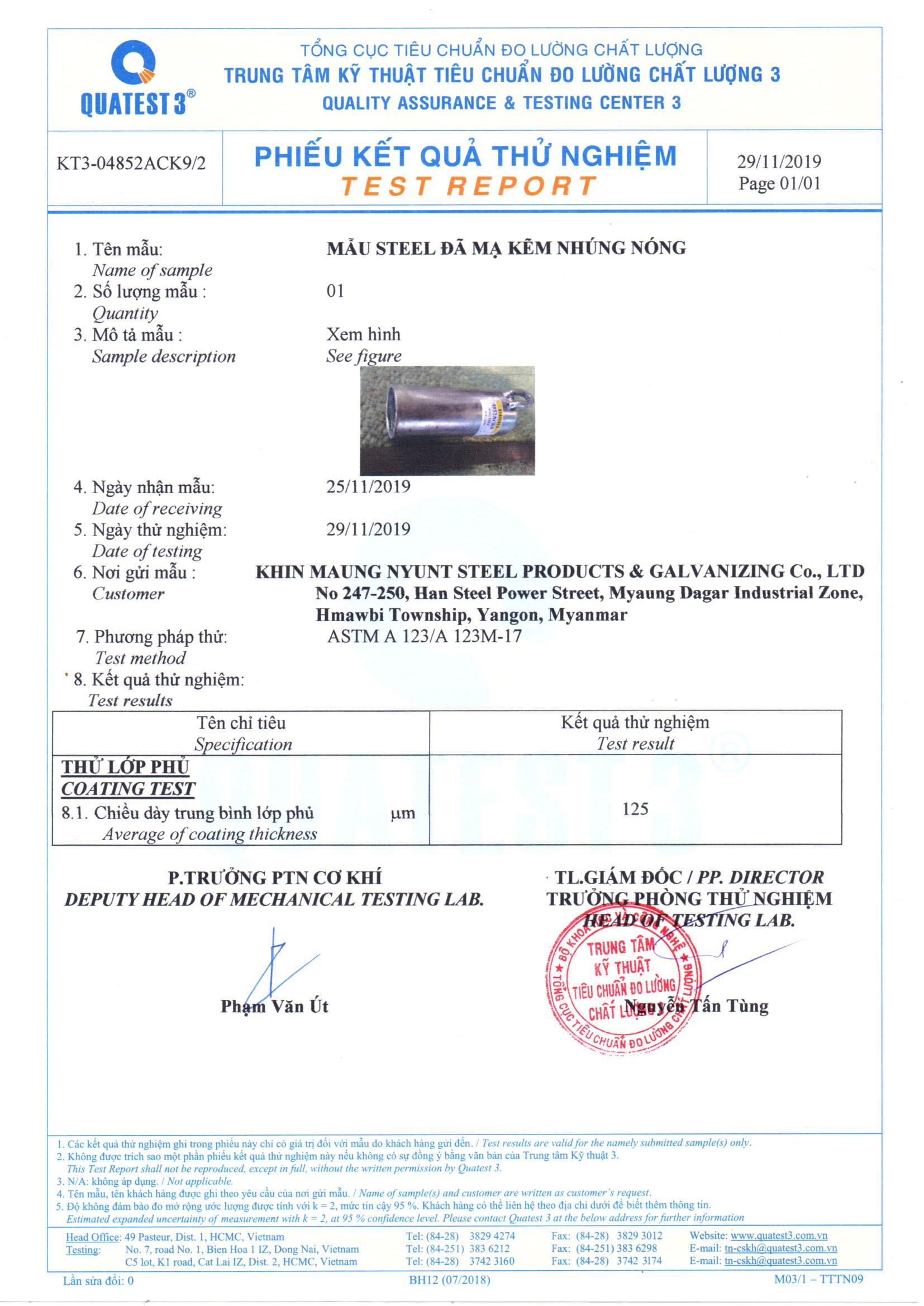

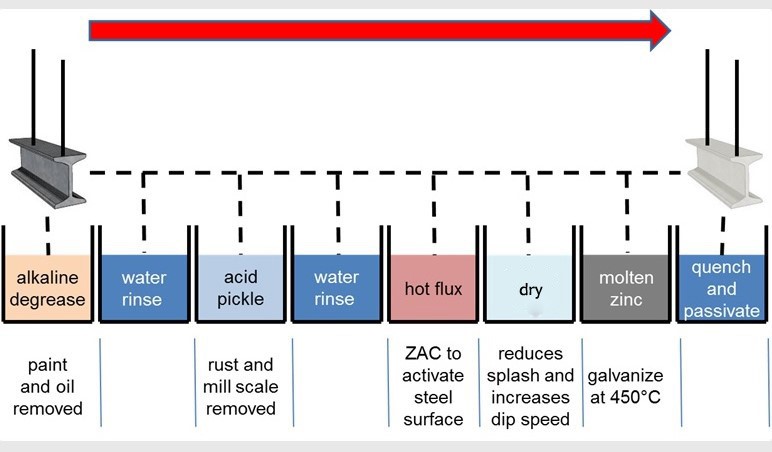
Our hot-dip galvanizing process has 9 steps. And we comply with American Standard for Testing Materials (ASTM) and International Standard Organization (ISO) standards.
For good galvanizing results, the incoming materials must have satisfied conditions.
| Steel chemistry |
|
| Steel surface condition and what kind of steel |
|
| Steel fabrication condition |
|
| Distortion and warpage |
|
| Vent hole, drain hole, hang hole and cropped corner |
|
Note: We comply ASTM A123/A123M (standard specification for zinc (hot-dip galvanize) coating on iron and steel articles), ASTM A780/A780M (standard practice for repair of damaged and uncoated area of hot dip galvanized coating) and ASTM E 376-96. (Standard Practice for Measuring Coating Thickness by Magnetic-Field or Eddy Current (Electromagnetic).
We comply ASTM A123/A123M (standard specification for zinc (hot-dip galvanize) coating on iron and steel articles)